Heat Exchanger Service Tube
|
OverviewSugar mill, condenser and ice machine maker industries require the tubes which are tolerable to high pressure and temperature for their production lines. The key factors are the ability to exchange heat and the seam must be as strong as other part of the wall. Hence, it is genuinely suitable for not only exchange heater but general industries.
Be mindful to our customers’ needs, our tube also comes with smooth wall in order to clean up easily.Avoiding stains, tubes can be used longer and more efficient because of less heat insulators and unhygienic substances. In addition, as a leading manufacturer, we provide not only premium quality products but also competitive prices and capable professionals to give our customers the confidence to know and select product specification perfectly matched their investment and concerns. |

|
Heat Exchanger Service Tube
|
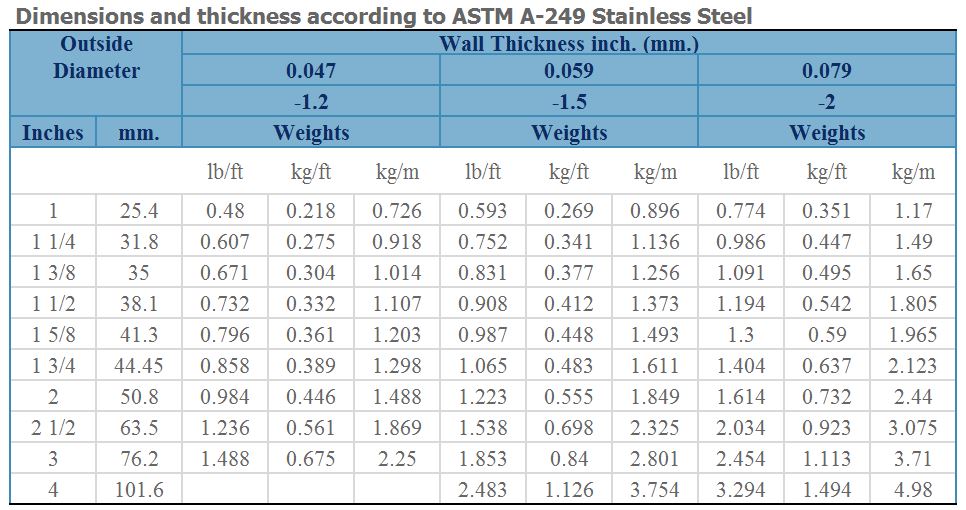
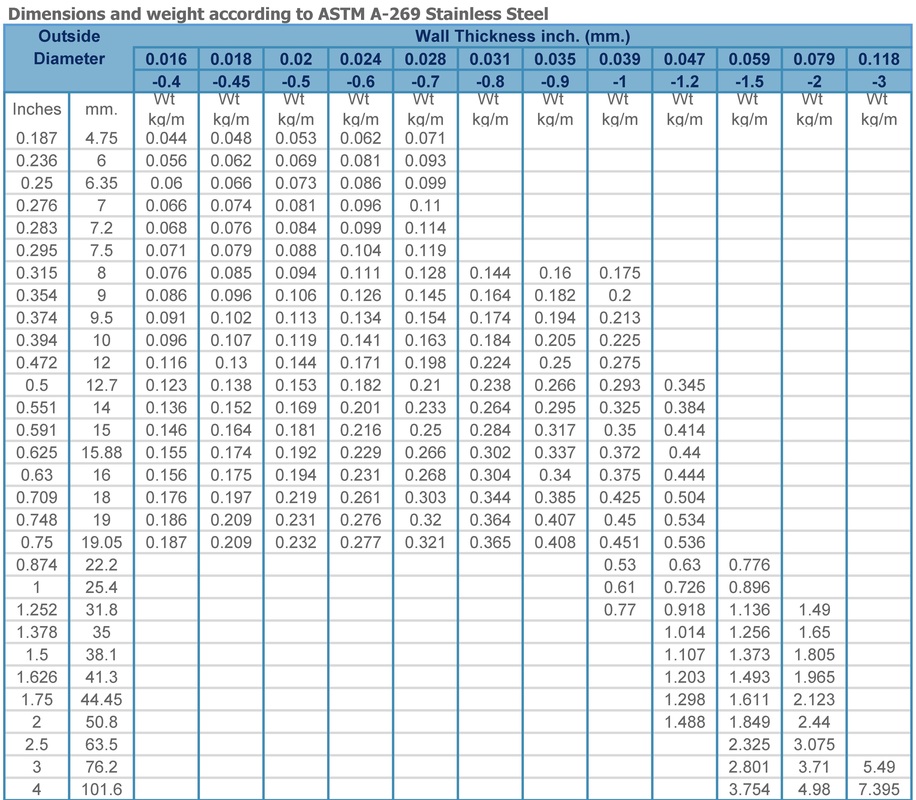
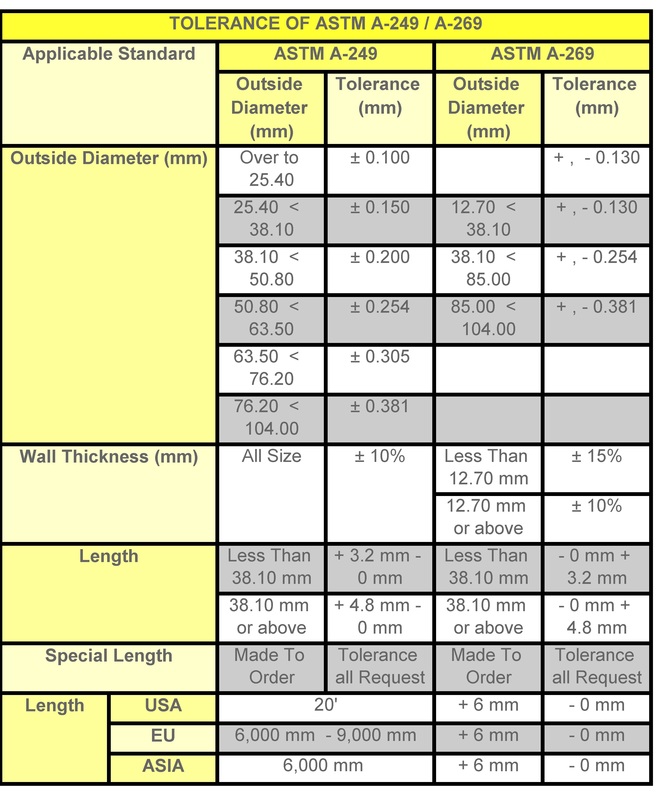
ApplicationStainless tube (A-249)
It is suitable for heat the saturated steam to a steam super heater saturated steam, exchange heat and condenser device Boiler, Super Heater, Heat Exchanger and Condenser tube (ASTM A-249) ASTM A-249, heat exchange tube, has a smooth inside wall by bead removal process. The seam of this is as strong as the other part of the wall. Because of its smoothness, it is easy to clean. This tube is designed for condenser, sugar, ice industries. General Industry Tube (ASTM A-269) high pressure and high temperature application. Therefore, it is suitable for exhange heater and general industry. |

|
1. Pneumatic Test
Each tube, with internal surface clean and dry, shall be internally pressurized to 150 psi (1034 kPa) minimum with clean and dry compressed air while being submerged in clear water. The tube shall be well lighted, preferably by underwater illumination. Any evidence of air leakage of the pneumatic couplings shall be corrected prior to testing. Inspection shall be made of the entire external surface of tube after holding the pressure for not less than 5 seconds after the surface of the water has become calm. If the tube shows leakage during the air underwater test, it must be rejected. Any leaking areas may be cut out and the tube retested.
* This test is for demonstration on web page only! Please be informed that all testis are under ASTM Standard. For more information, please contact us.
Each tube, with internal surface clean and dry, shall be internally pressurized to 150 psi (1034 kPa) minimum with clean and dry compressed air while being submerged in clear water. The tube shall be well lighted, preferably by underwater illumination. Any evidence of air leakage of the pneumatic couplings shall be corrected prior to testing. Inspection shall be made of the entire external surface of tube after holding the pressure for not less than 5 seconds after the surface of the water has become calm. If the tube shows leakage during the air underwater test, it must be rejected. Any leaking areas may be cut out and the tube retested.
* This test is for demonstration on web page only! Please be informed that all testis are under ASTM Standard. For more information, please contact us.
2. Roughness Test
After the surface is finished by mechanical polishing, the roughness measurement (RA) must be applied in longitudinal direction. Moreover, this measurement must be a matter of agreement with our customers.
We test a sample from the first tube from a batch and compare it to the specimen.
2. Roughness Test
After the surface is finished by mechanical polishing, the roughness measurement (RA) must be applied in longitudinal direction. Moreover, this measurement must be a matter of agreement with our customers.
We test a sample from the first tube from a batch and compare it to the specimen.
- If the sample passes, continue polishing. Thereafter, all of them must be measured in roughness test.
- If the sample doesn’t pass, readjust the machines, re-polish the sample and re-test.
3. Hardness Test
Hardness test is an method to evaluate tensile strength, yield strength and elongation of a tube whether it can endure high pressure.
* This test is for demonstration on web page only! Please be informed that all testis are under ASTM Standard. For more information, please contact us.

4. Flaring Test
A tube sample, one sample per 6 meters of 10 lengths, must stand and be flared with a tool to form a 60 degree of wide-open mouth of flare without any cracks or imperfections.
* This test is for demonstration on web page only! Please be informed that all testis are under ASTM Standard. For more information, please contact us.

5. Flattening Test
Tube sample shall be split longitudinally 90 degree on each side of the weld and the sample opened and flattened with the weld at the point of maximum bend without cracking or lack of penetration or overlaps resulting from flash removal in the weld.
* This test is for demonstration on web page only! Please be informed that all testis are under ASTM Standard. For more information, please contact us.
Tube sample shall be split longitudinally 90 degree on each side of the weld and the sample opened and flattened with the weld at the point of maximum bend without cracking or lack of penetration or overlaps resulting from flash removal in the weld.
* This test is for demonstration on web page only! Please be informed that all testis are under ASTM Standard. For more information, please contact us.

6. Spectrometer Test

